Pengarang:
Charles Brown
Tarikh Penciptaan:
6 Februari 2021
Tarikh Kemas Kini:
16 Mungkin 2024

Kandungan
Kimpalan TIG (Tungsten Inert Gas) menggunakan elektrod tungsten untuk memanaskan logam, sementara gas argon melindungi kimpalan dari kekotoran. Teknik ini menghasilkan pengelasan berkualiti tinggi yang bersih pada kebanyakan logam, termasuk keluli, keluli tahan karat, keluli krom-molibdenum, aluminium, aloi keluli dengan nikel, magnesium, tembaga, tembaga, tembaga dan emas. Ikuti langkah di bawah untuk menghidupkan dan menggunakan mesin kimpalan TIG anda.
Langkah-langkah
Kaedah 1 dari 3: Menyiapkan mesin kimpalan TIG
Pakai peralatan keselamatan. Sebelum mengoperasikan mesin kimpalan, pastikan memakai kacamata keselamatan, pakaian tahan api dan topeng kimpalan dengan pelindung mata.
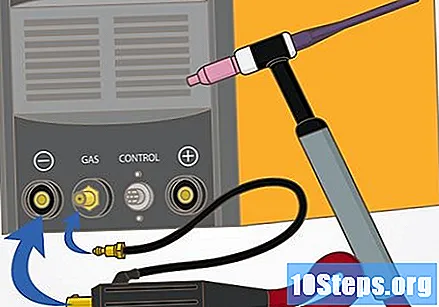
Sambungkan obor TIG. Semua obor TIG mempunyai muncung seramik untuk memandu argon, lengan tembaga untuk menahan elektrod dan sistem penyejukan. Gunakan penyesuai dalam pek aksesori anda untuk menyambungkan obor ke bahagian depan mesin kimpalan.
Sambungkan pedal ke mesin. Pedal digunakan untuk mengawal suhu kimpalan.
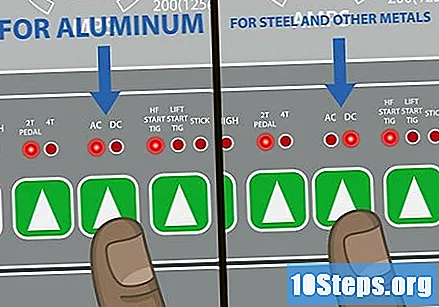
Pilih polarisasi. Ini bergantung pada jenis bahan yang anda kimpal. Sekiranya anda ingin mengimpal aluminium, tetapkan polarisasi mesin kimpalan ke arus bolak-balik (AC). Walau bagaimanapun, jika anda akan mengimpal bahan lain, tetapkan mesin kimpalan ke Elektrod Negatif Arus Langsung (DCEN).- Sekiranya mesin mempunyai pilihan untuk menukar frekuensi, beberapa penyesuaian akan diperlukan mengikut bahan yang akan dikimpal. Untuk aluminium, mesin mesti berada pada frekuensi tinggi sepanjang proses kimpalan. Bagi keluli, frekuensi hanya tinggi pada awal kimpalan.
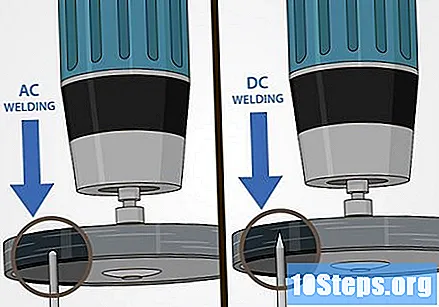
Mengasah tungsten. Ketebalan logam yang akan dikimpal dan arus elektrik adalah faktor yang menentukan diameter batang tungsten. Tajamkan ke arah radial sepanjang lilitan tungsten, tidak langsung ke hujungnya.- Gunakan penggiling untuk mengasah elektrod tungsten. Tajamkan elektrod sehingga hujungnya sama dengan putaran emery.
- Semasa mengimpal dengan arus bolak, biarkan tungsten membulat; semasa menggunakan arus terus, biarkan dengan titik tajam.
- Sekiranya anda ingin melakukan pengelasan fillet, tajamkan elektrod sehingga mempunyai hujung tipis antara lima hingga enam milimeter.
Konfigurasikan aliran gas. Untuk pematerian, gunakan argon murni atau campuran, seperti argon dengan helium. Tanggalkan penutup plastik.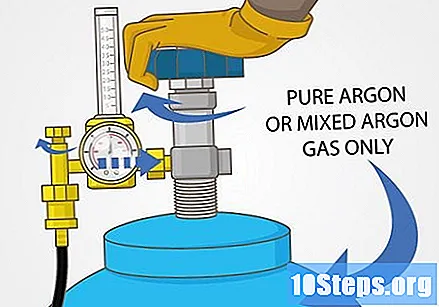
- Buka dan tutup injap gas untuk menghilangkan kotoran yang ada di saluran paip.
- Pasang pengatur gas, kemudian skru mur sambil memutar pengatur; lakukan ini sehingga pengatur terpasang dengan selamat.
- Kencangkan pengatur menggunakan sepana; pastikan injap pengatur terbuka sepenuhnya.
- Sambungkan hos gas dan meter aliran, kemudian buka injap silinder. Semasa membuka injap, pastikan untuk melakukan ini dengan lembut, membukanya sedikit demi sedikit. Pembukaan seperempat giliran biasanya mencukupi.
- Cari kebocoran di sepanjang paip; cari bunyi kebocoran atau gunakan semburan pengesanan kebocoran.
- Atur aliran gas melalui injap pengatur. Aliran gas berbeza mengikut projek; banyak menggunakan aliran antara 4 dan 12 liter seminit.
Konfigurasikan amperage. Amperage membolehkan anda mengatur kawalan yang anda akan miliki semasa proses pengelasan.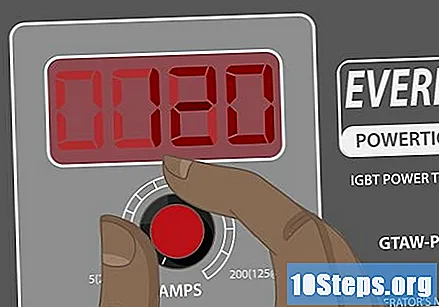
- Semakin tebal logam yang akan dikimpal, semakin besar ampere.
- Semakin banyak koordinat anda dengan pedal, semakin tinggi amperage yang dapat dicapai.
- Berikut adalah beberapa bahagian konvensional, ketebalan bahan x arus: 1.6mm, antara 30 dan 120 amp; 2.4mm, antara 80 dan 240 amp; 3.2mm, antara 200 dan 380 amp.
Kaedah 2 dari 3: Mengimpal Logam
Bersihkan logam yang hendak dikimpal. Permukaan mesti dibersihkan dari kotoran.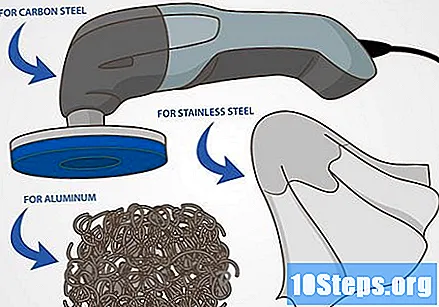
- Sekiranya anda menggunakan keluli karbon, gunakan sander untuk menjaga kebersihan bahan.
- Untuk aluminium, sebaiknya lulus berus keluli tahan karat.
- Untuk keluli tahan karat, bersihkan kawasan las dengan sedikit pelarut pada kain. Pastikan menyimpan pelarut dan bahan kimia lain di tempat yang selamat sebelum memulakan kimpalan.
Masukkan tungsten ke soketnya. Longgarkan bahagian belakang penjepit elektrod, masukkan elektrod tungsten dan pasangkan semula bahagian belakang. Ada kemungkinan bahawa elektrod sekurang-kurangnya 6 mm keluar dari pengapit.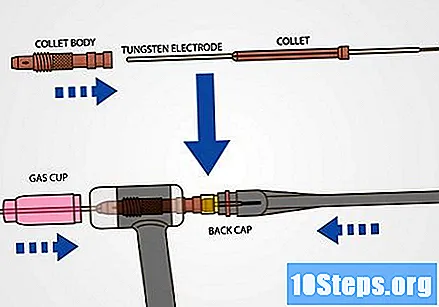
Sertailah bahagian yang akan dililit. Sambungkan bahagian menggunakan pendakap C atau kotak besi.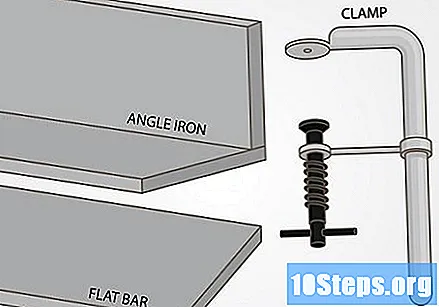
Bergabung dengan kepingan menggunakan titisan solder. Ini akan membantu menyatukan bahagian semasa anda melakukan pengelasan terakhir. Tinggalkan beberapa inci antara titisan kimpalan.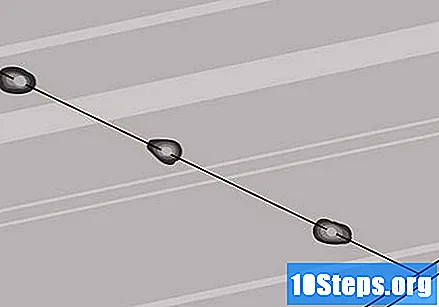
Pegang obor TIG. Pastikan memegangnya pada sudut 75 darjah dan sedikit lebih daripada 6 mm dari bahagiannya.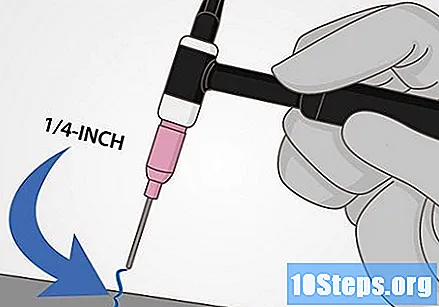
- Jangan biarkan tungsten menyentuh kolam kimpalan, jika tidak, ia akan mencemarkan bahan.
Berlatih kawalan suhu menggunakan pedal. Kolam pengelasan hendaklah selebar 6 mm. Penting untuk menjaga kolam las pada ukuran yang tetap supaya garis las tetap.
Pegang batang pengisi pateri dengan tangan anda yang lain. Pegang pada sudut 15 darjah ke bahagian.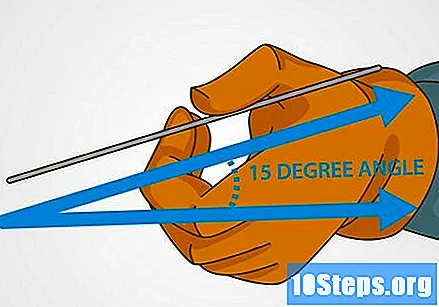
Gunakan obor TIG untuk memanaskan logam asas. Suhu arka elektrik akan mewujudkan genangan logam lebur. Di lopak ini di mana pengelasan berlaku.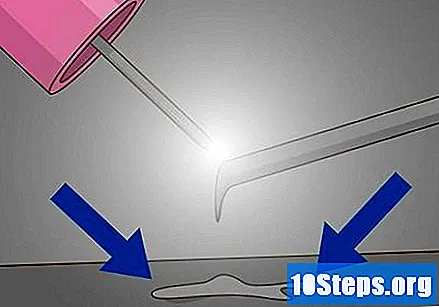
- Apabila kolam pengelasan mengelilingi dua kepingan logam, tambahkan bahan pengisi sedikit demi sedikit untuk mengelakkan penyatuan.
- Batang pengisi akan membuat lapisan yang lebih diperkuat untuk pengelasan anda.
Dengan menggunakan lengkungan kimpalan, gerakkan kolam las ke arah yang dikehendaki. Tidak seperti pengelasan MIG, di mana anda mengambil kolam kimpalan ke tempat obor menunjuk, dalam pengelasan TIG anda menolak lopak ke arah yang bertentangan dengan obor.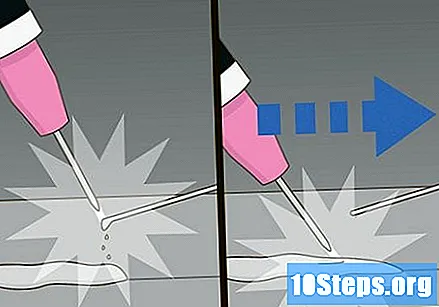
- Untuk membayangkan pergerakan yang akan anda lakukan, bayangkan orang kidal menggunakan pen. Walaupun orang kanan akan menulis dengan menyeret pen, pada sudut ke kanan (seperti pengelasan MIG), orang kidal akan memiringkan pen ke kiri, tetapi masih akan menyeret pen ke kanan.
- Teruskan memajukan kolam kimpalan sehingga seluruh kawasan yang diinginkan dikimpal. Di sana, anda membuat pengelasan TIG!
Kaedah 3 dari 3: Belajar Berbagai Jenis Kimpalan
Cuba kimpalan fillet. Ikut peraturan pengelasan tIG semasa membuat kimpalan fillet. Jenis kimpalan ini terdiri daripada penyatuan dua logam pada sudut tertentu. Sudut antara kepingan hendaklah antara 45 hingga 90 darjah; untuk melakukan pengelasan, buat lopak las di sudut, di antara kepingan. Kimpalan fillet hendaklah kelihatan seperti segitiga jika dilihat dari sisi (atau dari pandangan keratan).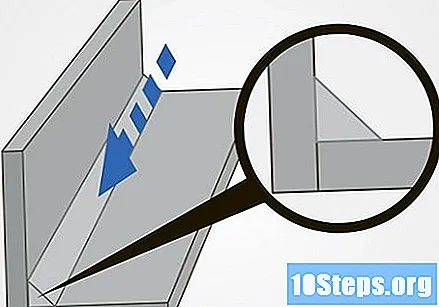
Kimpalan yang dilekatkan. Biarkan satu bahagian tumpang tindih yang lain, kemudian buat kolam pengelasan di mana kepingan itu bertemu. Apabila dua bahagian logam bergabung, tambahkan bahan pengisi ke lopak.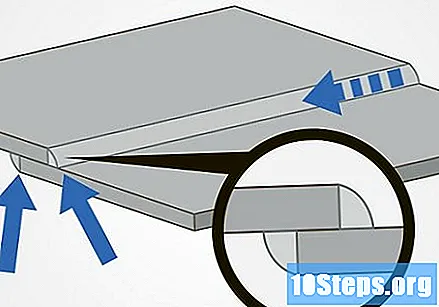
Buat kimpalan T dengan dua keping. Miringkan obor ke titik di mana ia secara langsung memanaskan kawasan kimpalan. Jauhkan busur pendek semasa memanjangkan elektrod dari keramik seramik. Letakkan batang pengisi pada titik di mana kedua-dua bahagian bertemu.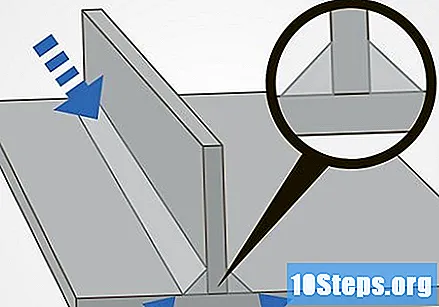
Kimpalan sudut. Mulakan kimpalan pada titik di mana kedua-dua kepingan itu bertemu. Simpan kolam las di persimpangan kedua-dua bahagian. Anda memerlukan sejumlah besar bahan pengisi untuk melakukan pengelasan sudut, kerana bahagiannya tidak akan bertindih.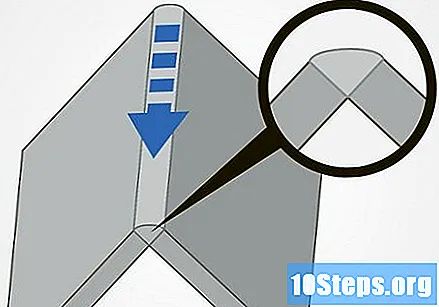
Buat kimpalan pantat. Buat kolam las tepat di persimpangan antara dua kepingan logam. Kimpalan jenis ini lebih sukar, kerana bahagiannya tidak bertindih. Setelah selesai meletakkan kepingannya, turunkan rantai mesin kimpalan untuk mengisi kawah yang akan terbentuk.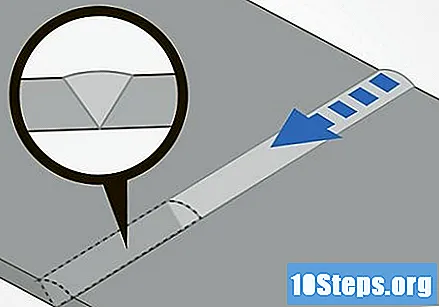
Amaran
- Jangan gunakan argon yang dicampurkan dengan CO2 dalam kimpalan TIG. CO2 adalah gas aktif yang akan memusnahkan elektrod tungsten.
- Gunakan topeng kimpalan yang mempunyai paparan gelap, sesuai untuk pengelasan.
- Pakai sarung tangan penebat yang kering sebelum memulakan mesin kimpalan.
- Di bawah topeng kimpalan, pakai cermin mata keselamatan dengan pelindung sisi.
- Pakai pakaian dan kasut flameproof yang diperkuat semasa mengendalikan mesin kimpalan.
Petua
- Sekiranya logam yang hendak dikimpal bersih, tidak ada percikan api yang akan dihasilkan semasa proses pengelasan.
- TIG pengelasan boleh dilakukan di semua posisi, baik secara mendatar, menegak dan bahkan di atas kepala.
- Rahsia pengelasan TIG ada di kolam kimpalan, yang terbentuk dari bahan aditif dan logam yang dikimpal.
- Kimpalan TIG tidak menghasilkan asap atau wap. Sekiranya terdapat asap atau wap semasa mengimpal, itu adalah petanda bahawa anda perlu membersihkan logam yang dikimpal dengan lebih baik.
- Tidak ada terak pada pengelasan TIG; oleh itu, pandangan anda mengenai kolam pengelasan tidak akan terhalang.
- Sekiranya tangki gas hampir habis, tingkatkan aliran argon, kerana campuran gas tidak begitu tulen di hujung tangki.


